étude de cas

Bosch Rexroth fabrique en France des distributeurs hydrauliques destinés entre autres à différent fournisseurs de pelleteuses.
Ces équipements intègrent des tiroirs de distributeur en acier usiné, pièces cylindriques produites en plusieurs variantes, qui doivent être identifiées de manière permanente avant leur assemblage.
Le site gère plusieurs références simultanément, avec une contrainte de cadence d’un plateau par minute.
Dans ce contexte, les risques d’erreur liés à la gestion manuelle des recettes et au chargement des pièces sont réels.
SIC MARKING a déployé une station de marquage laser XXL-BOX équipée d’un système de détection de plateau et d’une interface de pilotage par base de données, pour sécuriser l’ensemble du processus tout en simplifiant le travail des opérateurs.
Le client Bosch-Rexroth produit, sur une de ses lignes de fabrications, plusieurs variantes d’éléments de distributeur. Chaque variante correspond à un plateau de pièces spécifique et à une recette de marquage différente, avec des données issues d’une base de données client.
La géométrie cylindrique des pièces impose un positionnement précis sur les plateaux. Un plateau mal identifié ou une recette mal associée se traduit directement par des pièces marquées avec les mauvaises données — un défaut difficile à détecter en aval et coûteux à traiter.
L’objectif était de trouver une solution capable d’absorber cette variabilité de références sans faire reposer la fiabilité sur la vigilance de l’opérateur.
Le client cherchait une station de marquage laser sécurisée, simple à utiliser, ne nécessitant pas de formation approfondie, et capable de détecter automatiquement la configuration en cours avant tout déclenchement du marquage.
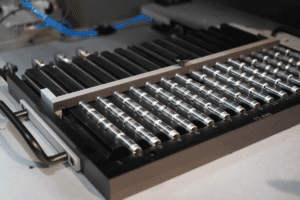
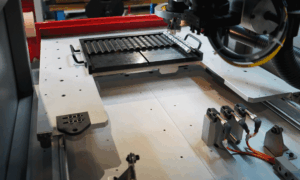
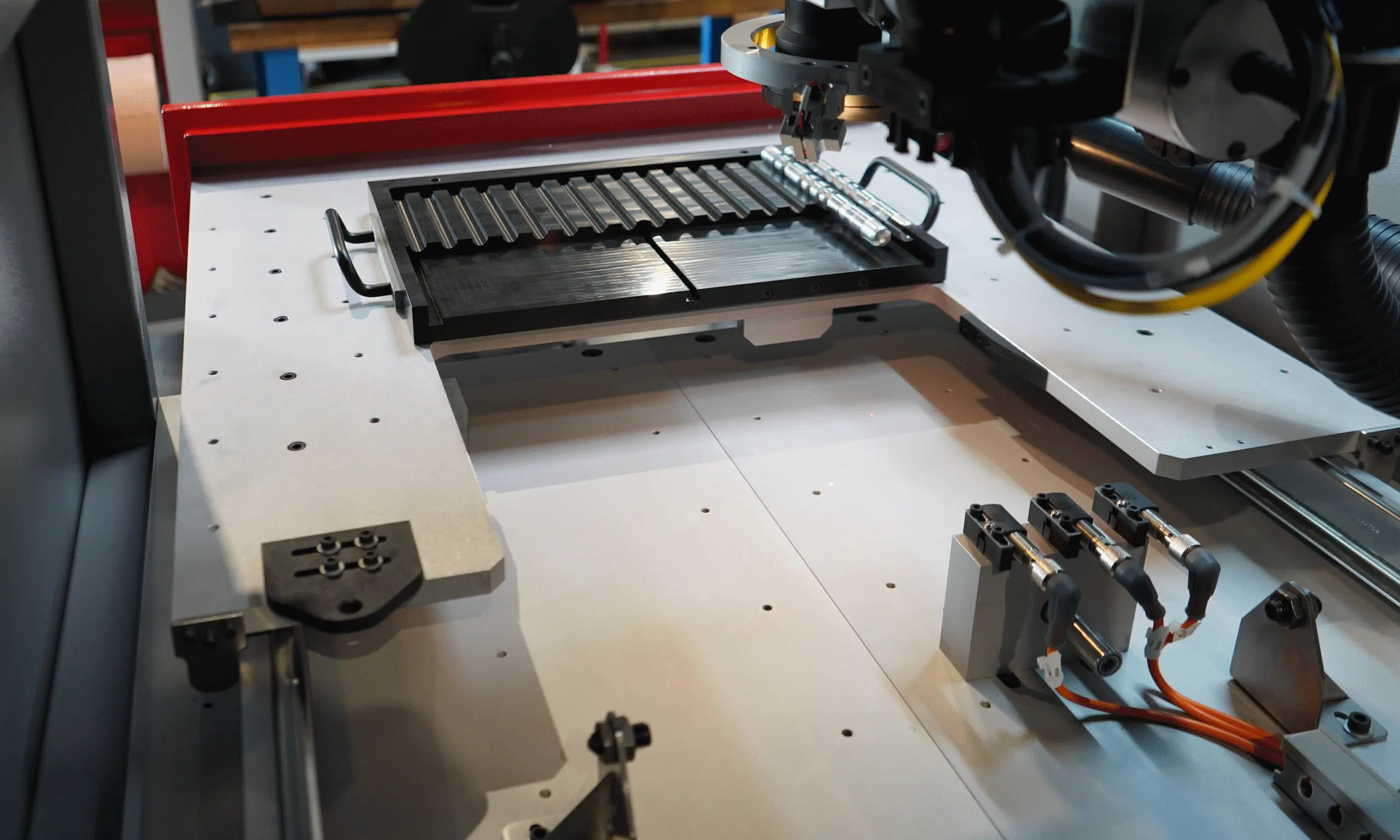
La solution retenue est une station de marquage laser XXL-BOX, fermée à tiroir manuel, équipée de plateaux interchangeables conçus spécifiquement pour chaque variante de pièces.
Chaque plateau est détecté automatiquement par un jeu de capteurs à l’insertion dans le tiroir. Cette information est croisée avec le fichier de recette sélectionné dans le logiciel SIC FACTORY AUTOMATION : si le plateau monté ne correspond pas à la recette attendue, l’opérateur reçoit une alerte avant tout déclenchement du laser.
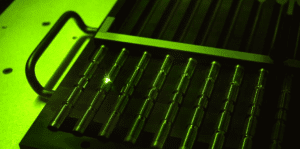
Les données de marquage sont importées directement depuis la base de données client, ce qui supprime toute saisie manuelle. Le déplacement de la tête laser est géré automatiquement pour couvrir l’ensemble de la surface du plateau, quelle que soit la disposition des pièces cylindriques.
Cette configuration: détection hardware, vérification logicielle, alerte opérateur, crée une boucle de contrôle qui garantit un marquage conforme, sans allonger le cycle de production ni imposer de procédure complexe à l’opérateur.
Le déploiement de la station de marquage laser XXL-BOX chez Rexroth répond à la double contrainte du site :
L’opérateur intervient pour charger le tiroir et valider le lancement ; le reste est géré par la station.
La traçabilité des pièces est assurée sans étape supplémentaire ni outil de contrôle annexe.

2. Prise en main sans formation spécifique
L’interface et la logique de détection réduisent l’intervention de l’opérateur à des actions de chargement et de validation. La gestion des variantes et des recettes est absorbée par le système, pas par l’utilisateur.
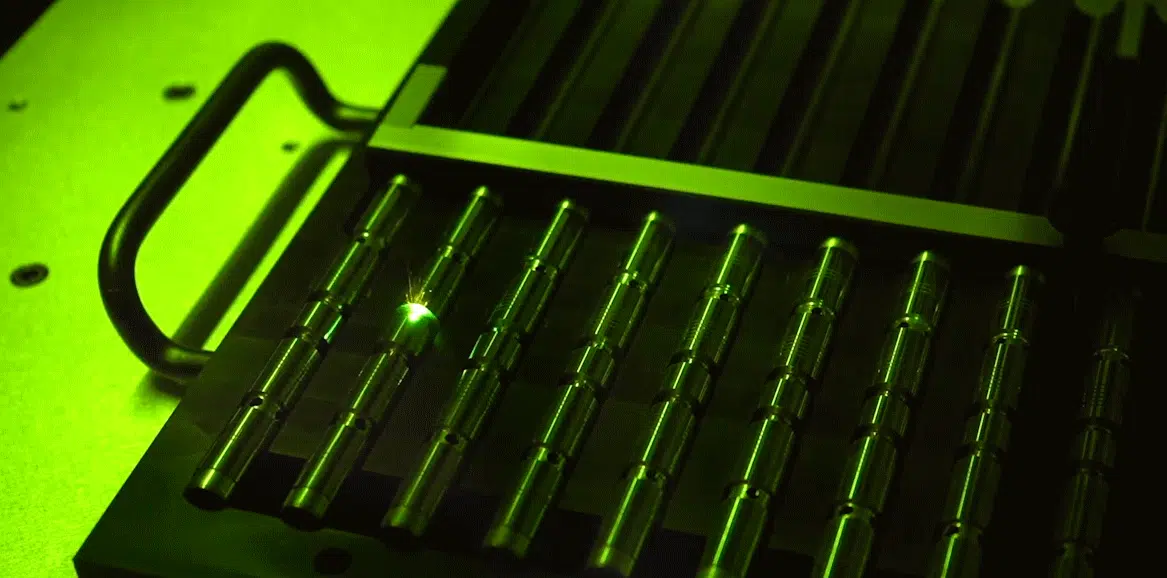
3. Qualité de marquage constante sur pièces cylindriques
Le déplacement automatique de la tête laser garantit une couverture homogène de chaque plateau, indépendamment de la variante en cours. La technologie laser fibre assure un marquage permanent et lisible sur acier usiné.








nos solutions
Découvrez nos produits
Découvrez nos équipements phares de marquage laser, micro percussion ou rayage, parmi nos Machines portables, Modules intégrables sur lignes ou Stations de marquage autonomes.

Vous souhaitez en savoir plus ?
Contactez-nous !