étude de cas

Pour Rotarex, SIC MARKING a relevé trois défis sur une même ligne de marquage laser de vannes et régulateurs en inox 316L et en nickel :
Pour répondre à ces contraintes de production, SIC Marking a développé une station laser e.L-BOX sur-mesure, conçue et paramétrée spécifiquement pour ce poste.
Rotarex est une entreprise luxembourgeoise qui produit des vannes et régulateurs de pression destinés principalement aux industries médicales, chimiques et aux laboratoires. Ces composants, fabriqués en acier inoxydable 316L ou en Nickel, doivent porter un numéro de série Datamatrix, garantissant leur traçabilité tout au long de leur cycle de vie. Les contraintes de production de Rotarex imposent le marquage avant une étape d’électro polissage. Il fallait donc que les codes gravés résistent à ce traitement et restent lisibles en lecture automatique. SIC MARKING a répondu à cette contrainte avec une cellule e.L-BOX configurée spécialement pour les exigences de cadence et de répétabilité du poste.

Les vannes et régulateurs de gaz médicaux de Rotarex doivent porter un numéro de série et un Datamatrix pour assurer leur traçabilité tout au long de leur cycle de vie. Le marquage est réalisé avant l’électro polissage, un traitement chimique qui agit sur la surface du métal. Sur l’inox 316L ou sur les composants en Nickel, ce traitement peut fragiliser un marquage peu profond, réduisant le contraste et rendant le code Datamatrix illisible par un lecteur automatique.
S’ajoute aussi une contrainte de productivité : le temps de cycle est de 10 secondes par pièce, rotation du plateau et marquage compris. La solution doit donc s’intégrer à ce rythme sans ralentir la production. Toute variabilité de positionnement ou de profondeur de gravure aurait directement impacté la lisibilité post-traitement, rendant la répétabilité du processus aussi critique que le paramétrage laser lui-même.
Les pièces ont, par ailleurs, des géométries et des dimensions différentes selon les références (régulateurs de pression, vannes). Toute variation de position ou de profondeur de gravure affecte la lisibilité après traitement, ce qui rend la répétabilité aussi importante que le réglage laser. Le système doit donc s’adapter aux différents outillages, sans reconfiguration lourde entre les séries.
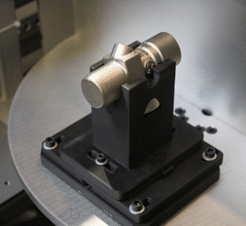
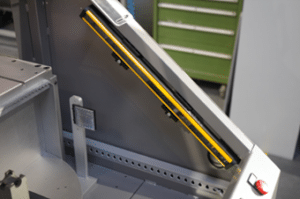
Posage interchangeable Barrière immatérielle
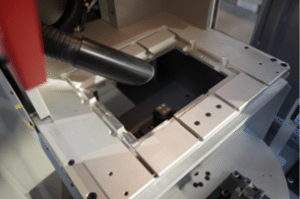
SIC MARKING a conçu une station laser sur mesure à chargement manuel, organisée autour d’un plateau tournant automatique à deux positions. Cette architecture permet de charger et décharger une pièce pendant que la suivante est marquée : le temps de manutention est absorbé en temps masqué, ce qui permet de tenir le cycle de 10 secondes par pièce en production continue.
La station laser intègre plusieurs dispositifs qui répondent chacun à une contrainte identifiée. Un axe Z automatique règle la distance focale sans intervention de l’opérateur et maintient une profondeur de gravure homogène quelle que soit la référence. Un capteur de détection de pièce vérifie le placement avant le marquage, ce qui évite les tirs à vide ou les marquages décalés. Une barrière immatérielle arrête la rotation du plateau dès qu’elle est franchie, assurant la sécurité du poste et de l’opérateur. Les outillages sont interchangeables, ce qui permet de passer d’une géométrie de pièce à une autre, tout en conservant la même configuration de poste. Un plateau fixe peut aussi être installé pour les marquages occasionnels hors cadence.
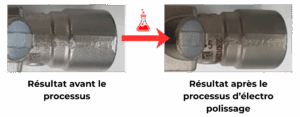
Le laser fibre a été paramétré pour graver des Datamatrix et numéros de série avec une profondeur de marquage suffisante pour résister à l’électro polissage. Sur inox 316L, ce traitement est agressif sur les marquages peu profonds : il peut réduire le contraste et altérer la précision et la lisibilité des modules du code. Des essais de faisabilité ont été menés en amont pour définir les paramètres laser adaptés : puissance, fréquence, vitesse et stratégie de remplissage ont été ajustés jusqu’à obtenir une gravure capable de traverser le traitement chimique sans perte de lisibilité. Le paramétrage a été validé sur le critère de lisibilité du Datamatrix en sortie de processus complet (marquage puis électro polissage) avec contrôle de la qualité du code selon les niveaux de grade habituels du secteur médical.
En conditions de production réelles, les Datamatrix et numéros de série gravés par l’e.L-BOX résistent à l’électro polissage appliquée sur les vannes et régulateurs de pression. Les codes restent lisibles et nets après traitement. La cadence de 10 secondes par pièce est tenue, avec une répétabilité de marquage conforme aux exigences de traçabilité individuelle du secteur.







nos solutions
Découvrez nos produits
Découvrez nos équipements phares de marquage laser, micro percussion ou rayage, parmi nos Machines portables, Modules intégrables sur lignes ou Stations de marquage autonomes.

Vous souhaitez en savoir plus ?
Contactez-nous !