Matériau incontournable de l’industrie, l’acier se distingue par un équilibre unique entre dureté, ductilité, conductivité thermique et résistance à la corrosion — des propriétés qui évoluent selon sa composition.
Alliage fer-carbone enrichi d’éléments d’addition, il offre une large capacité d’adaptation grâce aux traitements thermiques (trempe, revenu, recuit) et à l’ajout d’éléments d’alliage permettant d’optimiser sa performance selon les besoins.
En fonction de la dureté de l’acier, de sa finition, de l’environnement de production ou du type de marquage attendu (Datamatrix, numéro de série, marquage profond…), SIC MARKING propose plusieurs familles de machines de gravure pour l’acier :

La sélection de la technologie de gravure sur pièce industrielle acier repose sur plusieurs critères : dureté, finition, composition, épaisseur, sensibilité thermique et niveau de contraste attendu.
Sa surface homogène, son excellente absorption du faisceau laser, sa très bonne résistance aux chocs pour la micro-percussion et sa tenue à l’usure pour le marquage par rayage en font un support idéal pour les marquages les plus exigeants.
L’acier garantit ainsi une lisibilité optimale des codes Datamatrix ou QR, une durabilité élevée en environnements sévères et une compatibilité avec toutes les finitions.
L’acier se prête à tous les types de marquages permanents : alphanumériques, codes 2D (Datamatrix), QR, codes-barres, logos ou marquages profonds.
Le choix de la technologie de marquage sur l’acier dépend de l’application et des traitements prévus après marquage (peinture, galvanisation, usinage).
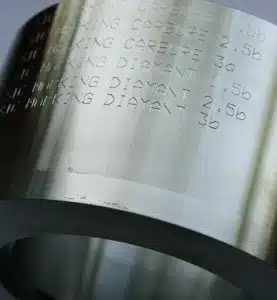
La gravure laser sur acier offre une haute résolution, le marquage de l’acier par micro-percussion garantit une excellente robustesse du marquage, et le marquage par rayage permet d’obtenir une profondeur marquée et durable.
Les marquages alphanumériques sont la base de la traçabilité industrielle : numéros de série, numéros de lot, identifiants de pièce, références internes ou encore indications variables comme la date, l’heure ou un compteur. Les numéros de série font souvent entre 6 et 12 caractères, et les références internes entre 4 et 10.
En général, on utilise des caractères de 2 à 5 mm pour une lecture humaine confortable, et des tailles plus petites (0,3 à 1 mm) pour les systèmes de lecture automatique.
En application, il est courant d’utiliser le marquage laser pour le marquage de Datamatrix ; le laser reste la solution de référence pour marquage de l’acier après peinture et pour la conformité aux exigences DPM sur certaines pièces.
Pour choisir la technologie de marquage de l’acier, on prend en compte l’état de surface (brillant, brossé, peint), l’épaisseur à traverser et l’intégration avec systèmes de vision et ERP.
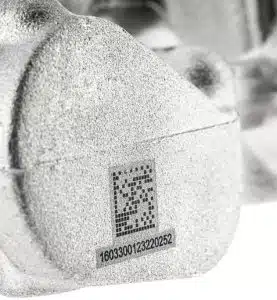
Les Datamatrix ECC200, très utilisés dans l’automobile, l’aéronautique et le pharmaceutique, permettent d’encoder beaucoup d’informations dans un espace très réduit (2 à 10 mm).
Bien configurés, ils restent lisibles même après peinture ou galvanisation, avec des modules généralement ≥0,25 mm pour assurer une lecture fiable.
Sur l’acier, leur performance est excellente : des milliers de pièces peuvent être marquées avec des taux de lecture dépassant 99 %. En production, ces codes s’intègrent directement aux systèmes de contrôle et aux outils de suivi comme le MES, facilitant logistique et maintenance.
Moins utilisés que les Datamatrix, les QR codes restent appréciés lorsqu’une lecture smartphone/tablette est souhaitée. Leur grande capacité (jusqu’à plus de 4 000 caractères) permet d’encoder directement URL et informations détaillées.
Les codes-barres 1D restent largement utilisés pour l’identification linéaire des pièces en acier, notamment en logistique et pour les pièces de rechange.
Les formats les plus courants sont Code 128, Code 39 et EAN, capables d’encoder une dizaine à une vingtaine de caractères. Une gravure laser sur acier avec une épaisseur de trait de 0,15 à 0,25 mm assure généralement une lecture fiable.
Ils sont bien adaptés aux lignes d’assemblage équipées de lecteurs fixes à courte distance. Le laser permet un marquage rapide (jusqu’à 1 à 2 codes par seconde), tandis que la micro-percussion, plus lente, offre une meilleure résistance dans les environnements abrasifs.

Pour les applications où la durabilité est essentielle, le marquage profond est la solution de référence : il reste lisible après usinage, peinture, sablage ou galvanisation.
Dans l’automobile, le marquage profond est surtout utilisé pour le VIN sur châssis, où la continuité et la profondeur du trait sont essentielles pour la conformité et la lutte contre la fraude.
En construction métallique et dans l’offshore, les poutrelles et brides sont marquées en profondeur pour rester lisibles après sablage et peinture, tout en résistant aux cycles thermiques et à la corrosion.
Le ferroviaire et le secteur de la machine-outil l’utilisent aussi pour les pièces forgées et les composants de sécurité, avec des profondeurs minimales imposées par les cahiers des charges. Ces marquages robustes garantissent une traçabilité durable et évitent des remplacements coûteux.
En pratique, le choix de la technologie de marquage permanent de l’acier dépend des contraintes : le rayage est privilégié pour les pièces forgées destinées au sablage, tandis que la micro-percussion convient bien aux pièces peintes.
Le choix dépend aussi de l’usage : les pictogrammes devant rester visibles après peinture sont souvent réalisés en micro-percussion, tandis que les symboles de conformité nécessitent précision et contraste via un marquage laser.
L’acier, grâce à sa robustesse, sa dureté et sa stabilité dimensionnelle, se prête parfaitement au marquage permanent par gravure laser, micro-percussion ou rayage. Ces technologies de marquage de l’acier assurent une lisibilité durable même en environnements sévères tout en répondant aux exigences de conformité des secteurs automobile, aéronautique, ferroviaire, énergie, médical ou défense.
Selon le besoin, le marquage peut être très profond, contrasté ou extrêmement fin pour s’adapter aux contraintes industrielles.




Découvrez nos équipements phares de marquage laser, micro percussion ou rayage, parmi nos Machines portables, Modules intégrables sur lignes ou Stations de marquage autonomes.
Contactez-nous
Besoin d’information ?
Prenez contact avec l’un de nos experts !